





















 |
Un composant de dissipation de chaleur de refroidissement liquide à haute performance
Détails sur le produit:
| Lieu d'origine: | Dongguan, Guangdong, Chine |
| Nom de marque: | Uchi |
| Certification: | SMC |
| Numéro de modèle: | Dissipateur de chaleur |
Conditions de paiement et expédition:
| Quantité de commande min: | 100 pièces |
|---|---|
| Prix: | 1300-1500 dollars |
| Délai de livraison: | Non limité |
| Conditions de paiement: | T/T, paypal, Western Union, MoneyGram |
| Capacité d'approvisionnement: | 50000000 pièces par mois |
|
Détail Infomation |
|||
| température ambiante: | -30 à 55°C | Humidité: | 5 % ~ 90 % |
|---|---|---|---|
| Nombre de voies navigables: | 6 voies navigables | Poids brut unique: | 3,710 kg |
| Texture du matériau: | 6061 | Article aucun: | Plaque de refroidissement liquide 14 |
| fonctionnalité: | capacité de puissance de refroidissement élevée | la vie des fans: | 100000 heures |
| fils de tubes cônes: | ZG, G, NPT, etc. | Matériau de base: | Aluminium ou cuivre |
| Plage de bruit: | 9,5-25 | Bruit: | 17dBA |
| Taper: | plat de refroidissement thermique | Type de montage: | Trous de montage des vis |
| Température de fonctionnement maximale: | 120 ° C | ||
| Mettre en évidence: | dissipation thermique de la plaque de refroidissement liquide,composant de refroidissement liquide à haute performance,Plaque de refroidissement liquide avec garantie |
||
Description de produit
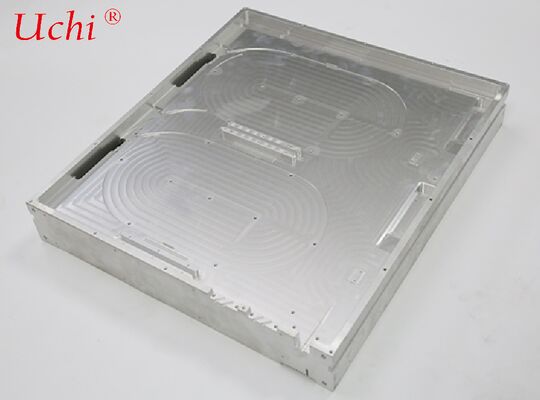
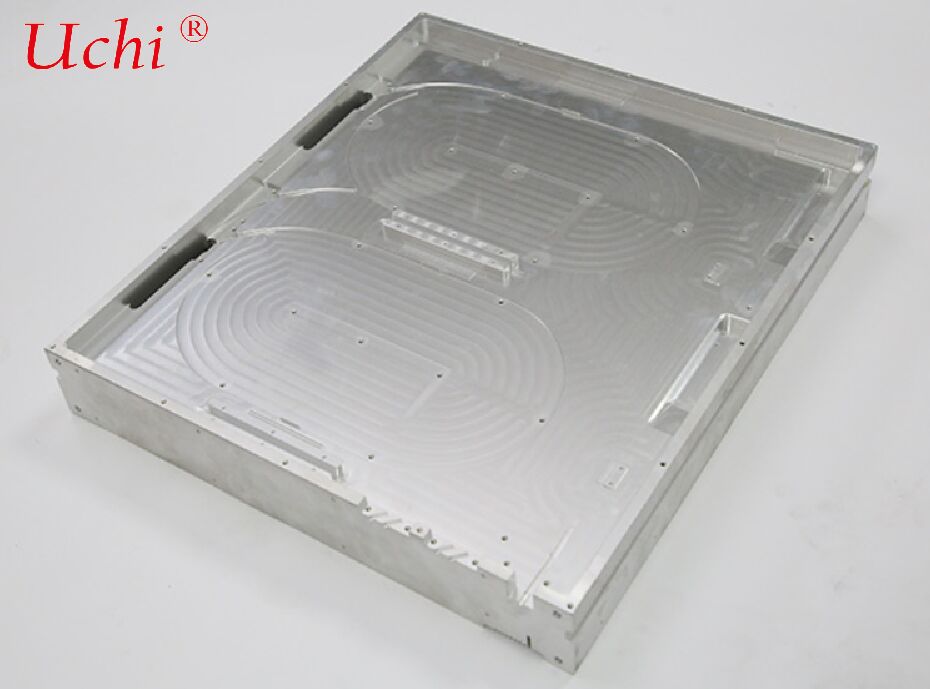
Un composant de dissipation thermique à refroidissement liquide haute performance différent des plaques de refroidissement par eau traditionnelles fraisées/rainurées, spécialement conçu pour les lasers à fibre de haute puissance et les modules de communication optique)
1. Définition et Structure de Base
Définition:
Sans rainures ne signifie pas absence de canaux de circulation. Au lieu d'adopter le processus traditionnel de fraisage/rainurage mécanique plus soudage de plaque de couverture, il s'agit d'une plaque de refroidissement par eau pour fibre optique avec des canaux de circulation scellés intégrés réalisés par des procédés tels que le soudage par friction-malaxage (FSW), le brasage par diffusion ou des tubes de cuivre intégrés. Les canaux de circulation sont intégrés à l'intérieur du substrat métallique sans marques de rainures en surface, atteignant une planéité globale extrêmement élevée.
Composants de Base
- Substrat : alliage d'aluminium 6061/6063 (rentable), cuivre sans oxygène (excellente conductivité thermique, coût élevé) ;
- Canaux de circulation internes : microcanaux en serpentin / parallèles, tubes de cuivre intégrés, sans encoches apparentes ;
- Connecteurs d'entrée et de sortie d'eau (G1/4, NPT, etc.), structure d'étanchéité (étanchéité sans soudure par FSW pour éviter les fuites) ;
- Traitement de surface : anodisation (protection contre la corrosion), oxydation conductrice, placage nickel / étain (pour répondre aux différentes exigences d'installation).
2. Principe de Fonctionnement
La surface inférieure plane de la plaque de refroidissement est étroitement attachée aux sources de chaleur telles que les sources de pompe, les combineurs de faisceaux et les cavités laser des lasers à fibre via de la graisse thermique ou des matériaux à changement de phase.
La chaleur est rapidement conduite à travers le substrat à haute conductivité thermique vers les parois internes des canaux de circulation.
De l'eau déminéralisée ou une solution aqueuse d'éthylène glycol (couramment utilisée) circule à l'intérieur des canaux de circulation et élimine la chaleur par convection forcée.
Le fluide chaud retourne à l'unité de distribution de refroidissement (CDU) ou au refroidisseur pour l'échange de chaleur et le refroidissement, formant un système de refroidissement en boucle fermée.
La structure sans rainures réduit les interfaces de résistance thermique, améliore l'efficacité du transfert de chaleur et évite les risques de concentration de contraintes et de corrosion aux bords des rainures.
3. Procédés de Fabrication Courants
- Soudage par Friction-Malaxage (FSW, le plus utilisé): Espace de canal de circulation pré-établi entre deux plaques ; soudage à l'état solide obtenu par des effets thermo-mécaniques générés par un outil de malaxage à rotation rapide. Il présente une absence de porosité ou de fissures, aucun apport de soudure requis, une déformation minimale, et convient aux plaques de refroidissement par eau pour fibre optique de grande taille et à forte charge.
- Tube de cuivre intégré + brasage sous vide: Tubes de cuivre préfabriqués intégrés dans des trous borgnes du substrat, avec des espaces remplis par brasage sous vide pour former des canaux de circulation sans soudure.
- Brasage par diffusion: Liaison atomique métallique obtenue sous haute température et pression, adaptée aux canaux de circulation ultra-minces et ultra-précis mais à un coût relativement élevé.
4. Avantages de Performance et Comparaison (vs. Plaques de Refroidissement par Eau à Rainures Fraisées Traditionnelles)
| Élément de Comparaison | Plaque de Refroidissement par Eau pour Fibre Optique Sans Rainures | Plaque de Refroidissement par Eau à Rainures Fraisées Traditionnelle |
|---|---|---|
| Planéité de Surface | Extrêmement élevée (≤0,05 mm/100 mm), contact sans espace | Faible, sujette aux bavures/déformations aux bords des rainures |
| Résistance Thermique | Plus faible (résistance thermique d'interface de rainure réduite) | Plus élevée, fortement affectée par la profondeur de fraisage et l'ajustement du couvercle |
| Résistance aux Fuites | Excellente (soudage à l'état solide FSW, sans soudure, haute résistance à la pression) | Moyenne (soudures sujettes à la corrosion, limite de pression faible) |
| Résistance Structurelle | Élevée, bonne rigidité globale, résistant aux vibrations et aux chocs | Faible, les rainures affaiblissent la résistance du substrat |
| Densité de Puissance Applicable | Élevée (≥500 W/cm², adaptée aux lasers à fibre de classe kW) | Faible à moyenne (≤300 W/cm²) |
| Coût | Coût initial élevé, faible coût de maintenance à long terme | Coût initial faible, risque élevé de défaillance et coût de maintenance ultérieur élevé |
5. Paramètres Techniques Clés
- Dimensions : personnalisées selon les modules laser à fibre (tailles courantes : 300×200 mm, 400×300 mm, etc.) ;
- Paramètres des canaux de circulation : diamètre intérieur 2–6 mm, vitesse de circulation 1–3 m/s, perte de charge ≤0,3 MPa ;
- Capacité de dissipation thermique : une seule plaque de refroidissement supporte des sources de chaleur de 500 W à 10 kW ;
- Pression / température de fonctionnement : 0,5–1,0 MPa, -20℃–80℃ ;
- Matériaux : alliage d'aluminium (conductivité thermique 200–220 W/(m·K)), cuivre (380–400 W/(m·K)) ;
- Test d'étanchéité : détection de fuite à l'hélium (taux de fuite ≤1×10⁻⁹ mbar·L/s) pour garantir l'absence de fuite pendant le fonctionnement à long terme.
6. Scénarios d'Application Typiques
- Lasers à fibre de haute puissance : dissipation thermique pour modules de pompe, combineurs de faisceaux, Q-drives dans les lasers de découpe/soudage industriels de 1 kW à 10 kW ;
- Équipement de communication optique : modules optiques à haute vitesse dans les centres de données, équipement de communication cohérente, amplificateurs EDFA ;
- Équipement laser médical : appareils de beauté laser à fibre, équipement laser dentaire ;
- Fabrication de semi-conducteurs : systèmes de transmission par fibre dans les équipements de recuit laser et de découpe laser.
7. Lignes Directrices de Sélection et de Conception
- Distribution de la source de chaleur : canaux de circulation en serpentin pour une distribution uniforme, canaux de circulation parallèles pour plusieurs points de source de chaleur ;
- Débit et pression : assurer une vitesse de circulation ≥1 m/s pour éviter la surchauffe locale ;
- Sélection des matériaux : alliage d'aluminium pour les scénarios généraux, cuivre pour les densités de flux thermique ultra-élevées ;
- Interface et compatibilité : confirmer les spécifications et les positions des connecteurs d'entrée/sortie d'eau pour correspondre aux refroidisseurs / CDU existants ;
- Exigences environnementales : protection renforcée contre la corrosion de surface (par exemple, anodisation dure) pour les environnements extérieurs / humides ;
- Conformité : respecter CE et RoHS ; des tests de pression sont requis pour les applications à haute pression.
8. Recommandations de Maintenance
- Remplacer le liquide de refroidissement régulièrement (tous les 6 à 12 mois) pour éviter l'entartrage ;
- Effectuer des tests de pression et une détection de fuite à l'hélium annuellement pour vérifier les fuites ;
- Garder la surface de la plaque de refroidissement propre pour éviter la contamination par l'huile qui altérerait la conductivité thermique ;
- Éviter les impacts et les vibrations sévères pour éviter la déformation des canaux de circulation.
Vous voulez en savoir plus sur ce produit